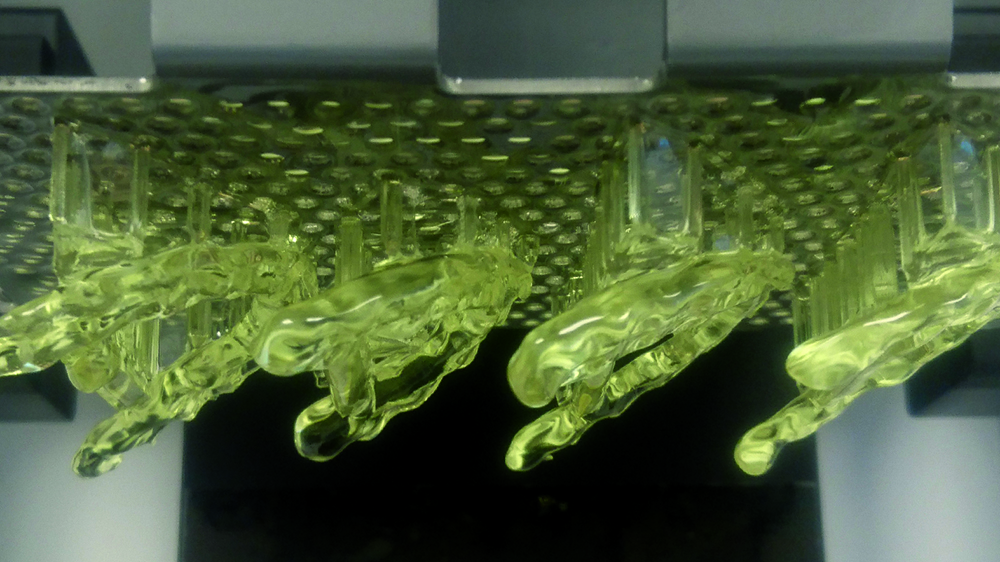
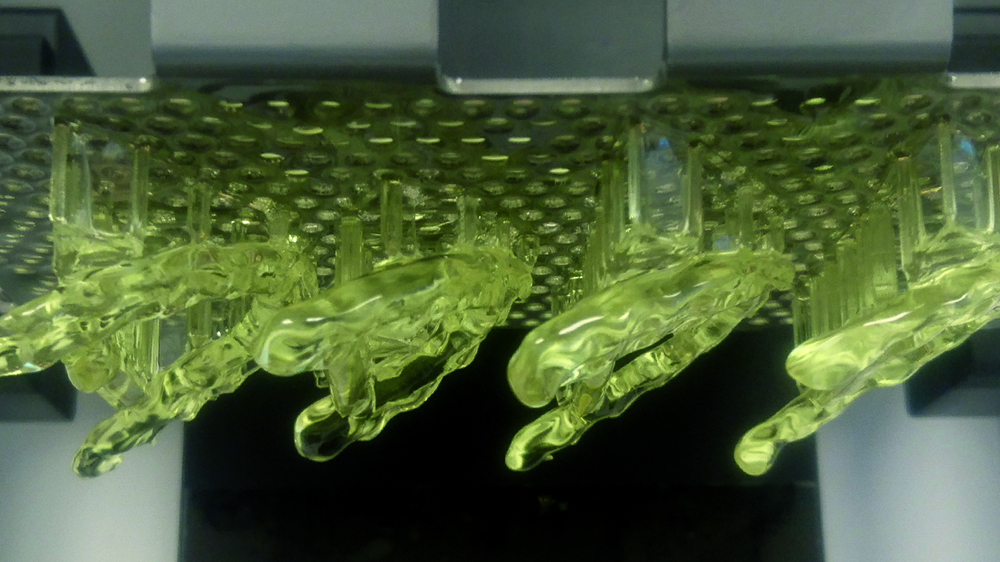
3D virtual planning optimises the predictability of orthognathic surgery. The planning is based on a cone beam computed tomography-scan of the patient as well as a plaster model, and is transferred to the patient by a 3D printed occlusal splint. In 3D printing the build angle influences, among other things, the accuracy (in earlier research, proven in dental crowns), manufacturing time and capacity. In this research, using 10 plaster models, 3 different build angles (0°, 30° and 90°) are compared. The fit of the splints was tested by 2 physicians using plaster models. According to this small sample, the fit does not depend on the build angle. When considering the manufacturing time and capacity, there is a preference for the 90º oriëntation, because it increases the manufacturing capacity and decreases the manufacturing time per splint.
| Auteur(s) |
L.G.J.M. Zwerink
T. Xi A.C. Verhulst J.W.H. Tellman F. Baan T.J. Maal |
|---|---|
| Rubriek | Onderzoek en wetenschap |
| Publicatiedatum | 6 maart 2020 |
| Editie | Ned Tijdschr Tandheelkd - Jaargang 127 - editie 3 - maart 2020; 171-176 |
| DOI | https://doi.org/10.5177/ntvt.2020.03.19094 |
Er zitten geen programma's in het winkelmandje